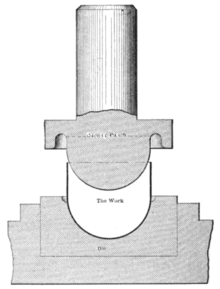
Curls are features that are produced by rolling the edge of a stamped sheet metal part.
Curling operation in sheet metal.
Curling is a sheet metal forming process that s used to smooth out the otherwise sharp and rugged edges of sheet metal.
Curling curling sheet metal is the process of adding a hollow circular roll to the edge of the sheet.
The curled edge provides strength to the edge and makes it safe for handling.
Curling the forming of an edge having a circular cross section along a sheet or around the end of a shell or tube.
Curling can be performed to eliminate sharp edges and increase the moment of inertianear the curled end.
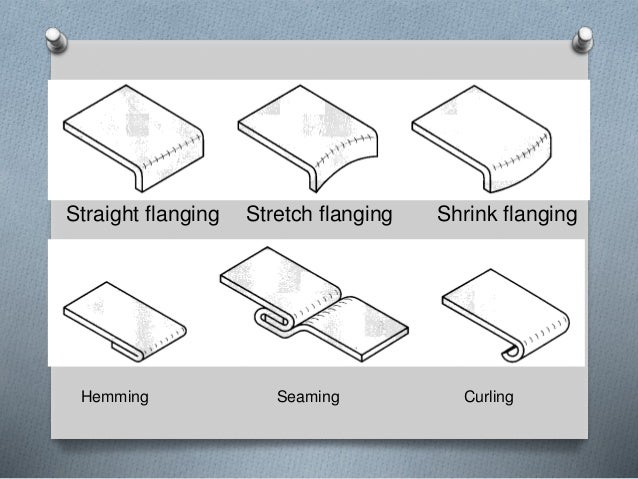
Curling channel u bending air bending offset bending corrugating and tube forming.
Curlingis a sheet metal formingprocess used to form the edges into a hollow ring.
Curls are produced in order to shape the material into a hollow ring.
Other parts are curled to perform their primary function such as door hinges.
Curling is a sheet metal forming process used to form the edges into a hollow ring.
Sheet metal often contains sharp edges with burrs after it s initially produced.
Other parts are curled to perform their primary function such as door hinges.
These curls should generally have a diameter of about 10 to 20 times the thickness of the material being worked.
Sheet metalworking cutting and forming thin sheets of metal usually performed as cold working sheet metal 0 4 1 64 to 6 mm 1 4in.
Curling can be performed to eliminate sharp edges and increase the moment of inertia near the curled end.
Curling is a forming process that involves de burring sheet metal to produce smooth edges.
Curling is different than a tear drop hem because in a curl the edge finishes inside itself where a hem leaves the initial edge exposed.
This operation is sometimes called false wiring.